












Pure Handloom Sarees – Elegance in Every Weave
Authentic Handloom Cotton Sarees Collection








Authentic Handloom Dupattas Online – Unique Collection
Handloom Dupattas for Every Occasion – A Fashion Essential








Handloom
A ‘handloom’ is a loom that is used to weave cloth without the use of any electricity. Hand weaving is done on pit looms or frame looms generally located in weavers’ homes. Weaving is primarily the interlacing of two sets of yarn – the warp (length) and the weft (width). The equipment that facilitates this interlacing is the loom.
Difference between Handloom and Khadi
Yarn spun by hand is known as “hand spun yarn” and yarn spun by machines is called “mill spun yarn”. Fabrics woven out of hand spun yarn on handlooms are called “khadi”, while mill spun yarn woven on handlooms are called “handloom” fabrics.
Advantages of handloom cotton
The handloom experience (soft, comfortable and durable) is due to the human handling of the yarn in the weaving process. As a result, yarn and the fabric are much less stressed and damaged. Hand woven cotton is known for its breathability as compared to mill made cotton. This implies that it allows more air penetration making it cooler, softer and more absorbent. It keeps you cooler in summers and warm in winters.
Hand spinning
Yarn in layman’s words is ‘thread’. Cotton yarn can be hand spun in two ways – cotton to yarn by hand, cotton to sliver by mechanical process and then spun by hand. Fibers are drawn out and twisted to form yarn in hand spinning process. The resultant yarn varies according to the material used, fiber length and alignment, quantity of fiber used and degree of twist. Yarn thickness differs depending on the skill of the spinner. Skilled spinners can spin fine yarn counts. Fabric woven by hand on pit looms using hand spun yarn is referred to as ‘Khadi’. Srikakulam district in Andhra Pradesh is famous for fine count khadi saris.
Mechanized spinning

Cotton yarn can also be spun on machines. The yarn is spun in spinning mills where all the activities of de-seeding, cleaning, ginning and spinning are centralized and mechanized. Yarn is spun on to cone shaped holders and is referred to as ‘cone yarn’. Yarn spun on machines is called mill spun yarn and fabric woven on the hand loom with mill spun yarn is referred to as “handloom fabric”. Fabric woven with hand spun yarn on the handloom is referred to as “khadi fabric”. Today, most of the weavers are weaving handloom products with mill spun yarn.
Yarn count
Yarn is a long continuous length of interlocked fibers. Depending on thestaple length of cotton, different thickness of yarn is spun and this is referred to as “Yarn Count”. Numbers are designated and these are known as “yarn counts”. Thicker yarn is known as coarse counts and thinner yarn as fine counts. The thinner yarn is given higher numbers and thicker yarn is given lower numbers. For example a 60’s count yarn is thinner than 40’s count yarn.
Hank yarn
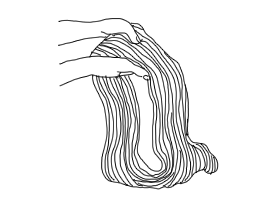
Yarn, in the hank form, is used typically in handlooms. A “hank” is a specific length of yarn that is in a coiled form. A hank of cotton yarn is 840 yards long. Hank yarn is used in handloom production as opposed to cone yarn, which is used in mill production.
Yarn dyeing
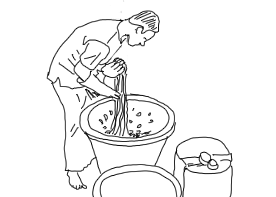
For handloom production, yarn is colored / dyed in the hank form. Yarn dyeing for handlooms is a crucial pre loom activity. Although the handloom sector is decentralized in nature, dyeing with chemical colours has emerged as one of the centralized activities in the last 50 years. Dyeing is still carried out in the village or centres which are close to the weaving activity.
Colorants, or dyes as they are commonly known, are highly colored substances that impart color to a wide variety of materials. Natural and chemical colorants are used to dye hanks. This process of dyeing is done by hand, in small lots.
Dyeing in handloom sector is done in small to medium sized dye houses situated in the village. The dye houses are equipped to dye small and large quantities of yarn.
Chemical dyeing
The most significant step for chemical dyeing was the discovery of the structure of benzene in 1865. This had a huge impact on the development of organic chemistry and the dyestuff industry. This was followed steadily through the years up to 1956 with the discovery of a large number of chemicals dyes that are used by the textile industry today. To meet the market demand of bright colors, especially greenish yellows, turquoise or greenish blue, scarlets and reds, “Reactive” dyes were developed in 1956. This dye group offering bright hues along with good fastness qualities and ease of application process soon became a big commercial success and hugely impacted the textile industry throughout the world.
Mordant: It is generally a chemical substance that helps fix colour or bind the dye (colour) to the fibre.
Direct dyes: This is a dye class based on the method of application method. Here the fibre is immersed in a dye without the need for a mordant. Therefore direct dyes have high substantivity, but bond weakly to fibres, and usually have poor wash fastness.
Sulphur dyes: These are dyes made by reacting sulphur with organic compounds. Sulphur dyes are typically inexpensive, but dull in color. They are often used commercially to produce a good black colour at low cost on cottons. They generally have good wash fastness, but are sensitive to bleaches. Sulphur dyes on fabric, particularly some blacks, may decompose under warm, humid conditions, reducing fabric strength.
Reactive dyes: This dye family contains no heavy extractable metals or other known toxic substances or pollutants, making them environmentally friendly or azo free chemical dyes. These dyes are low-impact synthetic dyes that directly form covalent bonds with cotton fibres rather than merely remaining as an independent chemical entity within the fibre, thus resulting in a long lasting, fast and bright color.
Vat dyes: Vat means a vessel. Vat dyes derive their name from indigo vats used for fermenting the blue indigo dye. Vat dyes are water insolubleand need a special process to fix colour on the fibre. These dyes can be used effectively on natural plant material. Brilliant colours which are light and colour fast can be obtained in vat dyes. Indigo, the blue of blue jeans, is a common vat dye.
Natural dyeing
Natural dyes are dyes that are extracted from bark of trees, insects, flowers, minerals, rust and other natural materials. Vegetable dyes are a sub-category of natural dyes referring to those that come from plant matter only. Wool is generally the best fiber to color with natural dyes. It will attach to a wider variety of dye chemicals than cellulose fibers such as cotton, and, since it is usually washed in cool water, or only dry-cleaned, the relative impermanence of most natural dyes is less of an issue.
Cotton is less suitable for many natural dyes. There are some natural dyes that will work on cotton especially if mordanted with tannins. Among the better natural dyes for cotton are annato, cutch, logwood, madder, and indigo. All of these except for indigo require mordants, while indigo requires a special type of dye vat.
Synthetic fibers usually cannot be dyed with natural dyes.
Indigo dyeing
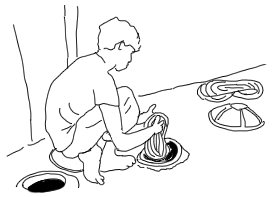
Indigo dyeing was one of the first specialty professions in manufacturing of textiles. It contains neither harsh chemicals nor toxic metals. It can be used to dye any natural fibre. The use of indigo dyeing goes back to 2000B.C
Indigo is a dye different than any other. First step in the process “reduces” the indigo, changing it from blue to yellow. When the yarn is worked in the solution, or “vat” and brought out to the air, it is a bright green. Slowly the air changes it to the beautiful deep and rich blue of Indigo. Indigo in some form was used in all traditional cultures, for it is the only clear and fast natural blue.
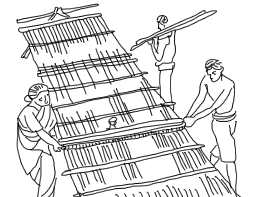
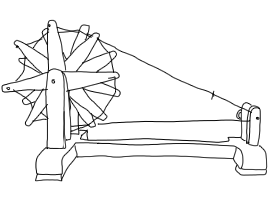
Warping
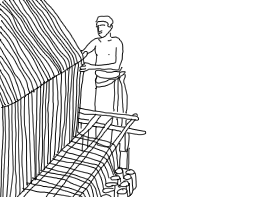
Warping is a process, which converts the hank yarn into a linear form to give the length on the loom. Warping is done on a huge drum and the width and desired quality of the product is decided at this stage. The drum also helps to calculate number of threads and the length of the warp.
Street sizing
After warping is done, the warp is stretched out and sizing material is applied to add strength to the yarn and lubricate it to withstand the rigors of weaving. Natural adhesives like rice, maize, wheat flour or potato starch are used depending upon the availability and region. In most handloom centers rice starch / gruel is mixed with coconut / groundnut oil and applied as sizing material.This activity of starching the yarn for weaving is known as “sizing”. This starch in the yarn is removed only after two to three washes of the woven product. Sizing process is only done on single count yarn, which is woven on pit looms.
Sizing is either carried out by the weavers or by skilled groups in the village. Typically, depending on the warp length, three to four persons are required to carry out sizing. After application of the sizing paste onto the stretched yarn, special brushes are used to spread and dry the starch on the yarn. Since this activity is carried out on the street, this is referred to as “street sizing”.
Loom
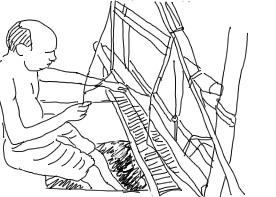
Pit loom, stand loom and frame loom are three kinds of looms predominantly used by handloom weavers. The Pit loom is a loom situated on the ground / floor with a pit having two peddles set in the pit for the weaver to operate. Pit loom weaving is considered to be better weaving as the fabric woven retains the character of the fiber and fabric due to the proximity to the ground. The ground absorbs the tension and speed and makes the fabric more breathable.
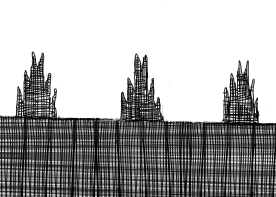
Textures in hand weaving
Hand woven fabric has a different texture from mill woven fabrics due to the low speed it is woven at and also the equipment used for weaving. Different textures are created in handloom by using different thicknesses’ and qualities of yarn in the same length and width of fabric. These textures help create distinct handloom products such as mangalgiri yardage, south cotton sarees, twill fabrics, check fabrics etc.
Weaving techniques
Different techniques are used for weaving on the loom. There is a basic weaving technique which makes the fabric. There are others, which are used to create surface designs on the fabric.
Plain weave is the most commonly used technique to weave fabric on pit looms. Design and variety in fabric woven with plain weave is created through texture, stripe and check. Texture is created by using different thicknesses of yarns. Stripes and checks are created by colour or by using different thicknesses in yarn.
Extra warp and weft techniques are also used to create designs / surface patterns on the fabric. Traditionally, borders were used in sarees and dhoties and most of the looms wove petu, a dobby technique with aextra warp for creating patterns in the borders.
Weft
Weft in a fabric is yarn which passes across the fabric width. Weft yarn is passed through the warp yarn to create the fabric
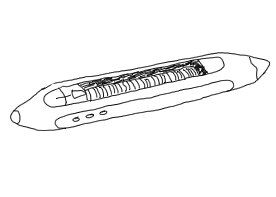
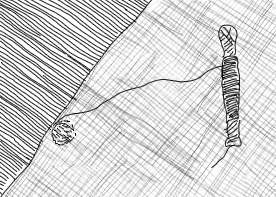
Shuttle
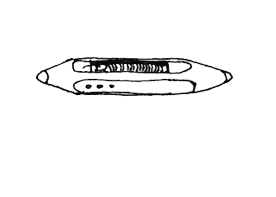
Shuttle is a wooden instrument, which is used to carry the weft yarn for weaving the fabric
Kuppadam, three shuttle weaving
Kuppadam, a weaving technique using three shuttles is practised by weavers to create solid body and borders. Generally, one shuttle is used in weaving and this is thrown across the fabric width to create lengths of fabric. Two extra shuttles are used to create three distinct parts in one width of the fabric. Today, this technique is used mostly by weavers in Srikakulam and Mahaboobnagar districts of Andhra Pradesh
Petu, dobby technique
Petu, an extra warp technique, which is also called dobby technique is used by weavers to create patterns in the borders of sarees and dhoties. It is one of the most popular techniques for creating patterns. The weaver sets the pattern according to the size and proportion of the design in ratio to the yarn thickness and number of yarns used in the width. The dobby set up on the loom will help the extra warp threads to be lifted automatically by the weaver while weaving.
Jamdani
Jamdani, an extra weft technique is used to create patterns across the fabric. Each buti or pattern has to be worked on the loom by hand to create the pattern. The Jamdani technique is done in many ways depending upon the size and repeat of the pattern across a given length. It is a laborious process and is an example of high skill in weaving.
Khadi fabric
Khadi fabric is woven mostly in KVIC (Khadi Village Industries Commission) institutions located in villages across the country. Yarn is spun by hand and fabric is woven using this yarn on a handloom in these institutions. Most of the Khadi production is sold through KVIC outlets. Few individual organizations buy these fabrics from Khadi institutions and sell from their outlets.
The weavers mostly weave from their homes, at times from centres established by the institutions. Ensuring that these institutions make Khadi fabric is one of the mandates of KVIC management.
Handloom production
Handloom production is decentralized in nature and mostly carried out in the village. The loom is located in the weaver’s home and the weaving is carried out from his home. The weaver almost always operates with the help of his family. Traditionally, pre-loom activities like dyeing & warping were outsourced and sizing, attaching the warp, weft winding & weaving activities were carried out by the weaver.
This has changed over the years due to the breakage in traditional linkages; pre-loom activities like sizing are now also being outsourced.
Different perceptions of handloom
Handloom weaving and products have been amongst us for many centuries. In the last few decades, the distance and disconnect between the customer and weaver has increased tremendously, resulting in a many perceptions among customers today which might not be completely true.
One of the main perceptions is that all cottons are woven on handlooms. This is not true, as a large amount of cotton fabric production is carried out by power looms and large mills. Most of the cotton garments available in the mainstream market are not made from hand woven fabric.
The other perception is that handlooms should be cheaper. Handlooms apart from the cost of the raw materials include wage components for pre-loom done by hand and weaving also done by hand. Power loom and mill woven products are, in fact, cheaper than hand woven products as these processes are mechanized. One should be aware of this, before one buys handloom products.
This content was originally posted at Dastkar Andhra.
Blogs you might also like:
The Great Mythological History Of Dhanteras
Chitrika Artisan Producer Company - Crafting Collective Gain
Kanchipuram Weaving






Leave a comment (all fields required)